




dos operarios y acero fundido a 2.000 grados

Una vez eliminado el error humano, la investigación del accidente ferroviario de Adamuz comienza a inclinarse hacia un fallo de soldadura en el punto de unión de la vía preexistente con la instalada en las obras de renovación -que no fueron completas-, … como aseguró el ministro Puente, tal como anunció el lunes el presidente de la Comisión de Investigación de Accidentes Ferroviarios (CIAF), Ignacio Barrón. ¿Qué pudo haber salido mal para que el punto de unión colapsara? Eso es algo que las investigaciones tendrán que aclarar, pero Adif tiene una normativa común que tiene en cuenta los equipos, el número de personas que han de participar en el acoplamiento de los carriles e incluso las condiciones meteorológicas en las que se debe realizar.
La biblia de Adif que tienen que seguir los soldadores para empalmar las vías queda reflejada en la norma Adif Vía, concretamente en el apartado 3-3-2.1 denominado Soldadura Aluminotérmica de Rieles. Ejecución y recepción de soldaduras.. Éste define que la soldadura aluminotérmica de dos carriles «se produce por fusión, vertiendo un metal de aportación líquido, de las mismas características que el acero base de los extremos a soldar, a alta temperatura en el interior de un molde refractario que envuelve los extremos de los carriles. El metal de aportación se vierte, una vez calentados los carriles para eliminar la humedad restante, y se funde por la reacción química del aluminio pulverizado y el óxido de hierro, que, mediante un proceso de ignición, reaccionan», precisa el administrador de infraestructuras. en el documento.
Hablando de plata, es un proceso conocido como soldadura por termita. Siguiendo este método, primero se coloca entre los dos carriles un sistema de anclaje con moldes que se ajustan a la geometría del carril y se sella con una pasta arenosa. Este se atornilla a la vía y luego se coloca una protección para evitar que se dañen los carriles. Después de esto, los extremos de los dos carriles se precalientan con una llama hasta que alcancen unos 900 grados.
Con soldadura aluminotérmica
por termita
Esta técnica se utiliza ya sea para unir
carriles nuevos, regenerados o usados,
del mismo tipo de perfil y con la misma titulación
acero
Antes de soldar, se alinean y nivelan.
los rieles perfectamente
La fractura del carril se ‘envuelve’ con un molde
y este a su vez con una abrazadera metálica
moho
material
refractario
Se cierra el molde y se sella con una pasta.
arenoso y Precalentar los extremos de
los dos carriles hasta 900ºC
El crisol contiene la termita a unos 2.000ºC
Cuando el humo se detiene,
se vierte la ropa
Es una mezcla de óxido de hierro y polvo.
de aluminio que produce una reacción
aluminotérmico por encendido
El molde permanece
hasta que se enfríe
Se quita la abrazadera y se rompe el molde.
La soldadura está rugosa
para eliminar el exceso
y pulir la articulación
La normativa de ADIF exige que
se debe realizar soldadura
con condiciones atmosféricas
hormigón, con una temperatura ambiente
entre +5°C y +30°C, «y puede ampliarse
el intervalo de 0°C, si es necesario.
No se permite soldar
con lluvia, nieve, niebla densa, viento fuerte,
ni siquiera cuando el frío puede congelar los moldes.
Fuente: ADIF y elaboración propia / abecedario
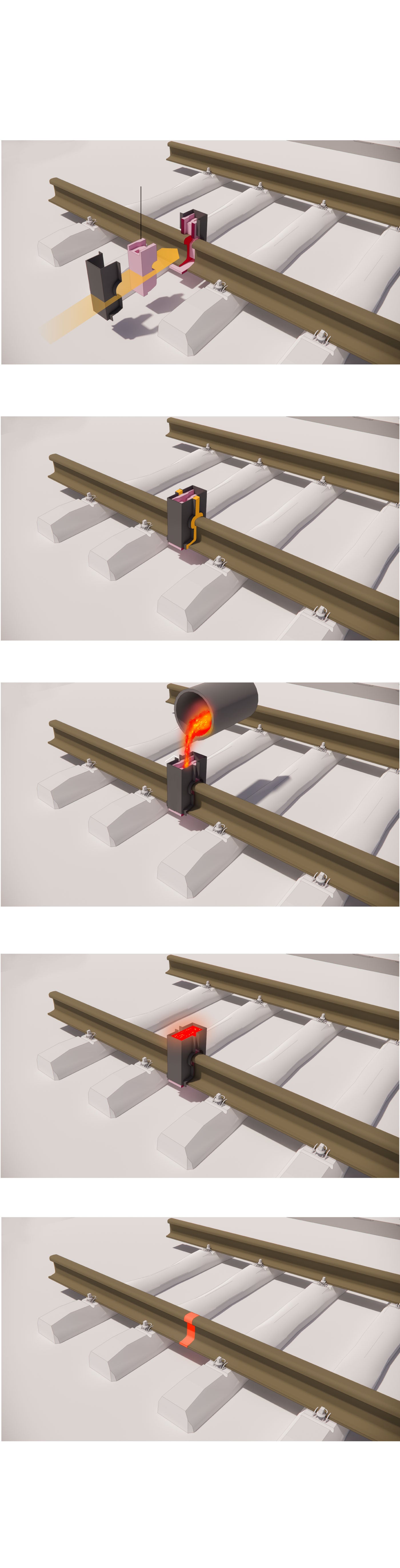
Con soldadura por termita aluminotérmica.
Esta técnica se utiliza ya sea para incorporar carriles nuevos, regenerados
o usado, del mismo tipo de perfil y con la misma calidad de acero
Antes de soldar, los carriles quedan perfectamente alineados y nivelados.
La fractura del carril se ‘envuelve’ con un molde
y este a su vez con una abrazadera metálica
moho
material
refractario
Se cierra el molde y se sella con una pasta arenosa.
Los extremos de los dos carriles se precalientan a 900ºC.
El crisol contiene la termita a unos 2.000ºC
Cuando el humo se detiene,
se vierte la ropa
Es una mezcla de óxido de hierro con polvo de aluminio.
que produce una reacción aluminotérmica por ignición
El molde permanece
hasta que se enfríe
Se quita la abrazadera y se rompe el molde.
La soldadura está rugosa
para eliminar el exceso
y pulir la articulación
La normativa de ADIF exige que se realice soldadura
con condiciones atmosféricas específicas, con una temperatura ambiente entre
+5°C y +30°C, «y el rango puede ampliarse desde 0°C, si es necesario».
No se permite soldar bajo lluvia, nieve, niebla densa, viento fuerte,
ni siquiera cuando el frío puede congelar los moldes.
Fuente: ADIF y elaboración propia / abecedario
La termita se calienta en un crisol donde reacciona químicamente con la mezcla de óxido de hierro y polvo de aluminio, de modo que el aluminio elimina el oxígeno del hierro y el hierro fundido caliente cae al molde «haciendo como un proceso de fundición», explica. Juan Vicente Rosell, director técnico de la Asociación Española de Tecnologías de Soldadura y Unión (Cesol), quien asegura que este tipo de soldadura se utiliza “casi exclusivamente para soldadura de carriles”.
Si nos atenemos a las instrucciones de adifen el momento de fundir el acero en el interior del crisol alcanza una temperatura de unos 2.000ºC y la creación de la termita se puede completar cuando los humos liberados disminuyen significativamente y cesan las vibraciones del crisol. La indentación del crisol, a través de un pico en la parte inferior, envía el acero fundido al molde que rodea los extremos de los carriles y hace que se fundan, generando así la mezcla que, una vez solidificada y fría, asegura la unión de los carriles, señala el directivo.
Según Adif, la técnica es la misma tanto si se unen «rieles nuevos, regenerados o usados, del mismo tipo de perfil y con la misma calidad de acero» por lo que era adecuada para casos como el del tramo de Adamuz donde se produjo el accidente, en el que el Iryo Descarriló en un punto en el que se había unido una vía de 1989 con otra de 2023. La empresa pública, sin embargo, prohíbe soldar «aquellos carriles usados que se consideren inútiles».
No se puede soldar en condiciones climáticas adversas
La normativa de la empresa pública también exige que la soldadura se realice en condiciones atmosféricas específicas, que requieren una temperatura ambiente de entre +5°C y +30°C, «pudiendo ampliarse el rango desde 0°C, si fuera necesario». No se permite soldar bajo lluvia, nieve, niebla densa, viento fuerte o cuando el frío pueda congelar los moldes. «La soldadura puede presentar peligro para los operarios en estas circunstancias y provocar defectos en las soldaduras», explica Adif. Bajo la lluvia, la soldadura sólo se podrá realizar «en caso de absoluta necesidad y con las protecciones necesarias».
Se necesitan dos soldadores
En cuanto a los recursos humanos, el equipo de soldadura aluminotérmica deberá estar formado por un mínimo de dos operarios (el soldador titulado y su ayudante habitual), “si bien para trabajos de vía que requieran movimiento de carriles, su número será el necesario para poder realizarlos correctamente”. Los operarios que participen necesitarán necesariamente un permiso de soldadura aluminotérmica otorgado por Adif y el directivo deposita la responsabilidad de la calidad de la soldadura en el soldador, “por lo que se le considera el líder del equipo”. La función del asistente, en cambio, «es colaborar en el desempeño de la misión que se le ha encomendado y su trabajo se considera importante para el funcionamiento del equipo, por lo que se recomienda que no sea rotativo y, preferentemente, que también esté autorizado».
Todas las soldaduras en las vías tienen trazabilidad y ésta queda marcada en el propio carril, tanto si el empalme se realizó en taller como en la vía. Adif exige identificar el mes (del 01 al 12) y el año de fabricación de la vía (dos últimos dígitos) mediante un grabado que se realiza mediante punzonado y se marca en el exterior de la cabeza del carril. Allí también deberá aparecer la denominación del soldador, cuyos dos primeros números serán la identificación de la empresa -en el caso de Adamuz sería Redalsapropiedad de Adif- y los dos últimos los que identifican al operador, según el número que le facilitó el gestor. Estas siglas no se repiten, en ningún caso, para dos soldadores distintos.
¿Cómo podría colapsar la soldadura?
Pese a lo ocurrido en Adamuz, los expertos consideran que la soldadura aluminotérmica es bastante segura y no debe verse afectada por el cansancio que sufren las vías por el paso constante de los trenes. Según Rosell, no existe ningún problema en utilizar esta técnica cuando se une un carril antiguo con uno nuevo, a pesar de que la rotura del accidente se produjo precisamente en el punto donde se produjo esta. “Si el carril viejo está en buen estado y no tiene defectos ni grietas y la geometría es la adecuada, aunque el acero tenga muchos años, no presenta ningún problema a la hora de soldarlos”. Una tesis que también defiende el presidente de la Comisión de Investigación de Accidentes (CIAF) de Adamuz, Ignacio Barrón, aunque matiza que no es un problema siempre y cuando «se haga bien».
Rosell cree que la soldadura no pudo romperse por fatiga porque sólo habían pasado unos meses desde su realización y sugiere que pudo ser un efecto interno del soldado. De momento, la investigación se centra en una mancha en la soldadura que creen que pudo ser una burbuja de aire que acabó provocando la rotura de la vía, según explicó el propio Barrón en una entrevista al medio Colegio de Ingenieros Civiles, de Canales y Portuarios.
Si se concluye que la rotura de la vía fue consecuencia de un problema en la soldadura, Rosell explica que el siguiente paso de la pericia consistirá en recopilar toda la información sobre qué empresa ha realizado esta soldadura y qué registros de soldadura tiene para demostrar que siguieron el procedimiento correcto y que realmente hicieron bien la soldadura. También tendrían que realizar un estudio metalúrgico para «ver la microestructura y macroestructura de la soldadura y buscar posibles imperfecciones como falta de fusión o cualquier otro tipo de defecto que pudiera haber afectado a la resistencia mecánica de la soldadura».
Puedes consultar la fuente de este artículo aquí